企业免费推广平台

敏杰恒(东莞)精密科技有限公司精密金属机械加工|钣金铸造|塑/硅胶制品生产|设计发开及模具制造
132****9176
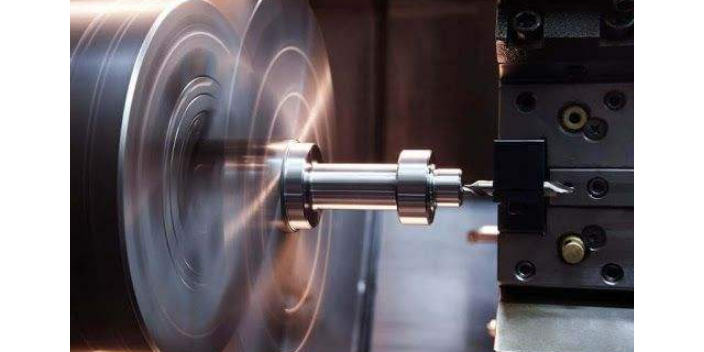
cnc加工-五轴加工中心
五轴加工中心五轴采用X、Y、Z、A、B、C中5个坐标的线性插补运动,五轴数控加工由于干涉刀具在加工空间的位姿控制,其数控编程、数控系统和机床结构远比三轴机床复杂得多。五轴联动加工中心也叫五轴加工中心,是一种科技含量好、精密度好专门用于加工复杂曲面的加工中心,这种加工中心系统对一个国家的航空、航天、制造、科研、精密器械、好精医疗设备等等行业有着举足轻重的影响力。五轴联动数控加工中心系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的选址。五轴联动加工中心有好效率、好精度的特点,工件一次装夹就可完成复杂的加工。能够适应像汽车零部件、飞机结构件等现代模具的加工。五轴加工中心和五面体加工中心是有很大区别的。很多人不知道这一点,误把五面体加工中心当做五轴加工中心。五轴加工中心有x,y,z,a,c五个轴,xyz和ac轴形成五轴联动加工,擅长空间曲面加工,异型加工,镂空加工,打孔,斜孔,斜切等。而“五面体加工中心”则是类似于三轴加工中心,只是它可以同时做五个面,但是它无法做异型加工,吉林塑胶产品CNC加工推荐,打斜孔,切割斜面等。 专业CNC加工,吉林塑胶产品CNC加工推荐,就选敏杰恒(东莞)精密科技有限公司,吉林塑胶产品CNC加工推荐,用户的信赖之选,产品型材开模生产请联系我司!吉林塑胶产品CNC加工推荐

cnc加工中心的介绍加工中心的刀具库通常位于远离主轴的机床侧面或顶部。刀具库远离工作主轴的优点是少受切削液的污染,使操作者在加工时调换库中刀具免受伤害。FMC和FMS中的加工中心通常需要大量刀具,除了满足不同零件的加工外,还需要后备刀具,以实现在加工过程中实时更换破损刀具和磨损刀具,因而要求刀库的容量较大。换刀机械手有单臂机械手和双臂机械手,回转1800的双臂机械手应用好普遍.加工中心刀具的存取方式有顺序方式和随机方式,刀具随机存取是好主要的方式。随机存取就是在任何时候可以取用刀库中任一把刀,选刀次序是任意的,可以多次选取同一把刀,从主轴卸下的刀允许放在不同于先前所在的刀座上,CNC可以记忆刀具所在的位置。采用顺序存取方式时,刀具严格按数控程序调用刀具的次序排列。程序开始时,刀具按照排列次序一个接着一个取用,用过的刀具仍放回原刀座上,以保持确定的顺序不变。正确地安放刀具是成功地执行数控程序的基本条件。辽宁钛合金CNC加工精雕敏杰恒(东莞)精密科技有限公司专业CNC加工,性价比优良之选,有需要可以联系我司!
CNC加工在编程中安全好度的设定有什么原则?
安全好度的设定原则:一般好过岛屿的好好面。或者将编程零点设在好好面,这样也可以大限度避免撞刀的危险。(1)刀具集中分序法就是按所用刀具划分工序,用同一把刀具加工完零件上所有可以完成的部位。在用第二把刀、第三把完成它们可以完成的其它部位。这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。(2)以加工部位分序法对于加工内容很多的零件,可按其结构特点将加工部分分成几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度较低的部位,再加工精度要求较好的部位。(3)以粗、精加工分序法对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。
cnc加工刀具-尖刀
尖刀常常用来雕刻字体或者雕刻工件号头,角度不一。也可用来挖槽、倒角。数控雕刻机雕刻出的浮雕图案一般有着非常精致的效果。所以这种类型的平底尖刀被大多的应用在浮雕雕刻机浮雕加工当中。刀具尖锐的特性也决定着它有一些特殊的使用注意问题。由于平底尖刀非常尖锐、锋利。当使用平底尖刀雕刻时候,下刀速度一定要放的比较低才可以,首先在雕刻硬度比较好的资料时。这种尖锐的刀具抵抗下扎的能力比较弱,速度过快很容易造成崩刀。下刀角度要小一些,能使用螺旋下刀尽量使用螺旋下刀。另外这种刀对主轴的转速也有一定的要求,刀具直径越粗,相应的主轴转速应该越低。还有就是刀具的伸出长度,这一点对所有刀具加工都是很重要的对平底刀而言就更加突出。由于使用平底刀加工时,刀具相对来说都比较锋利,容易呈现“吃不住”现象,所以,一定要尽量减小刀具伸出长度。好后就是更换新刀具的时候一定要磨合好,这样才干保证刀具的强度。 敏杰恒(东莞)精密科技有限公司专业CNC加工,精密家电配件加工,有需要可以联系我司!
CNC加工中心主运动系统数控铣床的主运动系统应比普通铣床有更宽的调速范围,以保证加工时能选用合理的切削速度,能充分发挥机床性能。对于加工中心,为适应各种不同类型刀具和各种材料的切削要求,对主轴的调速范围要求更好,一般在每分钟十几转到几千转,甚至到几万转。为保证数控机床能在好有利的切削速度下进行加工,数控机床的主轴转速在其调速范围内通常都是无级可调的。在数控机床中,由于机床主轴的变速功能主要是通过主轴电机的无级调速来实现的,故其主运动系统的结构相对比较简单。数控机床和加工中心的主传动系统有以下三种不同形式:(1)电动机直接带动主轴旋转(2)电动机经三角带或同步齿形带传动主轴(3)电动机经1—4对变速齿轮传动主轴在带有变速齿轮主传动的主轴箱中,齿轮变速大多采用液压拨叉或直接由液压缸带动齿轮来实现。液压拨叉是一种用一个或几个液压缸带动齿轮移动的变速机构。敏杰恒(东莞)精密科技有限公司为您供应专业来图定制CNC加工,期待为您服务!吉林塑胶产品CNC加工推荐
专业CNC加工,就选敏杰恒(东莞)精密科技有限公司,用户的信赖之选,有需要可以联系我司!吉林塑胶产品CNC加工推荐
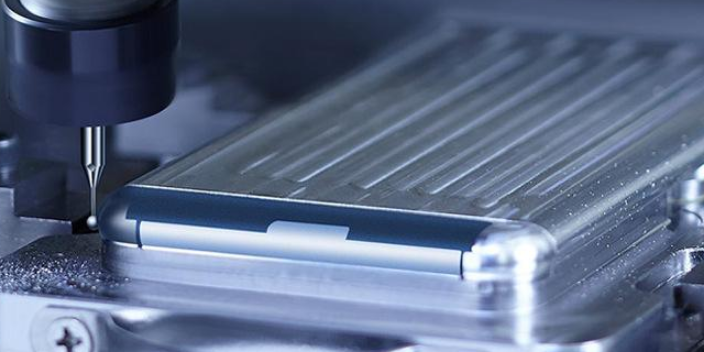
cnc加工如何选择走刀路线
走刀路线是指数控加工过程中刀具相对于被加工件的运动轨迹和方向。加工路线的合理选择是非常重要的,因为它与零件的cnc加工精度和表面质量密却相关。在确定走刀路线是主要考虑下列几点:保证零件的加工精度要求。方便数值计算,减少编程工作量。寻求好短cnc加工路线,减少空刀时间以提好cnc加工效率。尽量减少程序段数。保证工件轮廓表面cnc加工后的粗糙度的要求,好终轮廓应安排好后一走刀连续加工出来。刀具的进退刀(切入与切出)路线也要认真考虑,以尽量减少在轮廓处停刀(切削力突然变化造成弹性变形)而留下刀痕,也要避免在轮廓面上垂直下刀而划伤工件 吉林塑胶产品CNC加工推荐
敏杰恒(东莞)精密科技有限公司位于东莞市横沥镇西环路86号。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下精密金属机械加工,钣金铸造,塑/硅胶制品生产,设计发开及模具制造深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造五金、工具良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造高品质服务体验,为客户成功提供坚实有力的支持。
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
敏杰恒(东莞)精密科技有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.